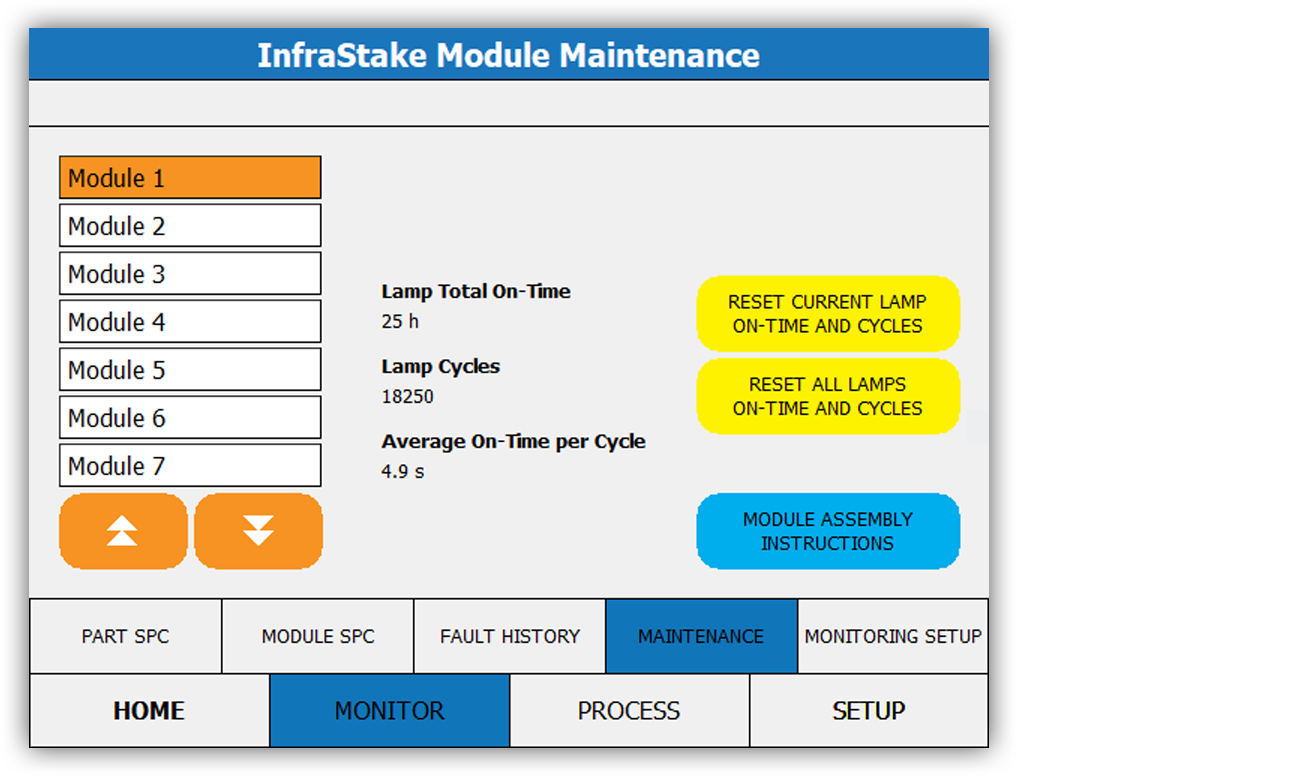



 Couple IS32 with our new InfraStake software.
Couple IS32 with our new InfraStake software.
 Reduces lifetime cost by reducing maintenance.
Reduces lifetime cost by reducing maintenance.
 Provides full quality assurance through increased process monitoring.
Provides full quality assurance through increased process monitoring.
 Reduces issues in manufacturing with a more intuitive process.
Reduces issues in manufacturing with a more intuitive process.



EVERY 3 WEEKS

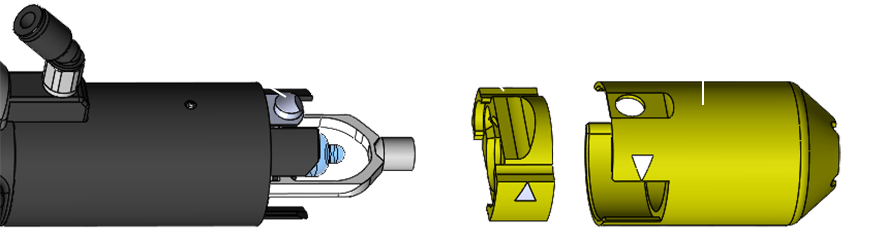
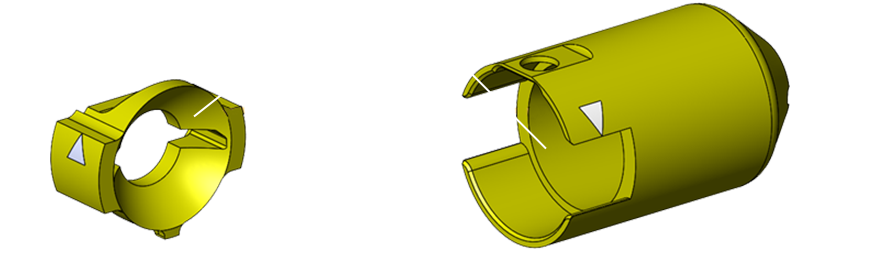
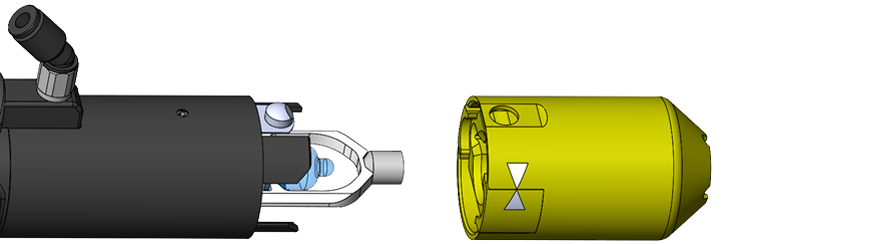
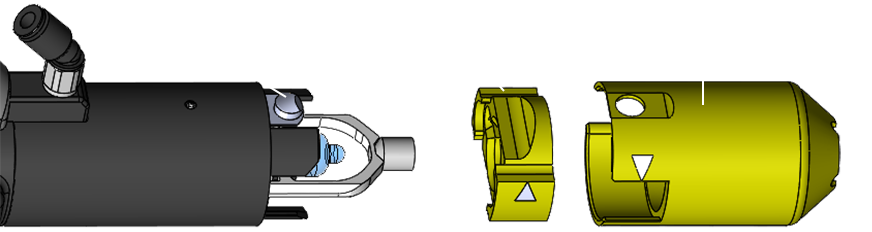
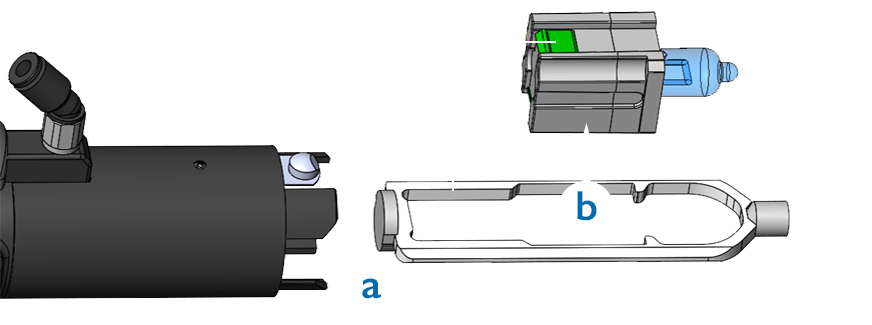
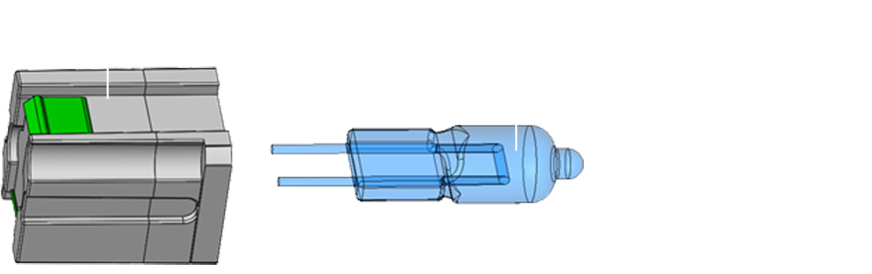
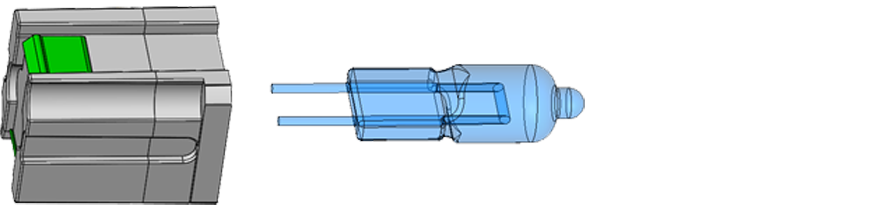
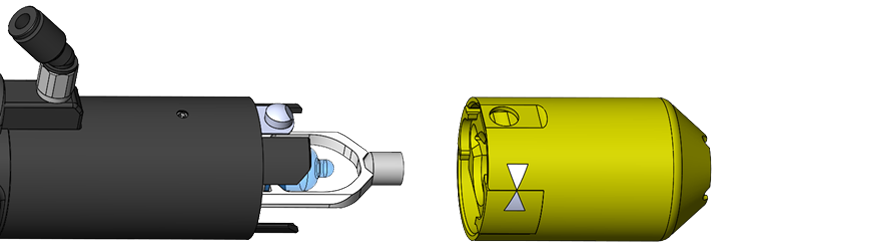
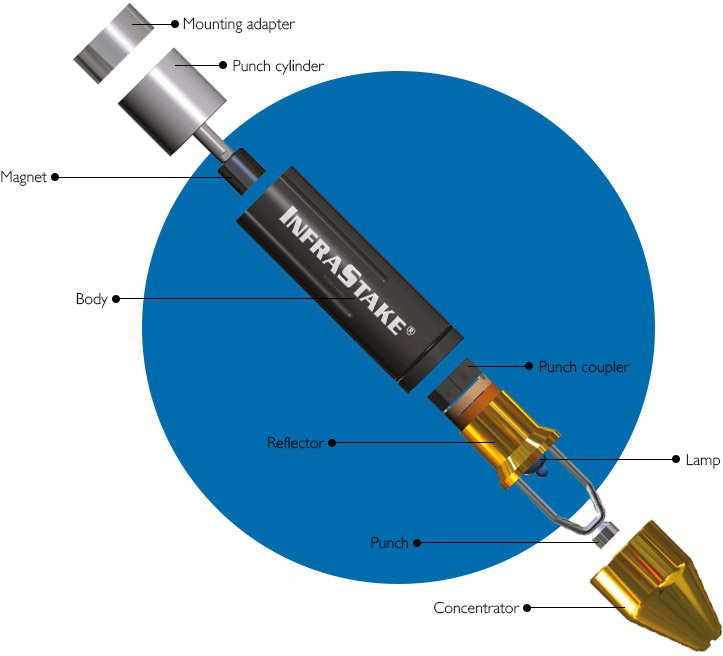
How often do the reflective surfaces need to be cleaned?
Every three weeks is a good starting point for a PM schedule for a single-shift, 5-day operation.
The interval can then be adjusted as necessary. Inspect the insides of the reflectors and concentrators every 3 weeks and look for dirty residue. Another indicator of dirty reflective surfaces is a boss that isn't fully staked by process settings that were working well before.
Every three weeks is a good starting point for a PM schedule for a single-shift, 5-day operation.
The interval can then be adjusted as necessary. Inspect the insides of the reflectors and concentrators every 3 weeks and look for dirty residue. Another indicator of dirty reflective surfaces is a boss that isn't fully staked by process settings that were working well before.